

- Главная
- Каталог
- Оборудование для резервуаров
- Опоры для резервуаров
- Емкости для СУГ (Газгольдеры). Резервуары СУГ
- Воздухосборники и ресиверы
- Сепарационное оборудование
- Нефтегазосепараторы НГС
- Газосепараторы ГС
- Сепараторы СГВ
- Сепараторы СЦВ
- Сепараторы попутного газа
- Сепараторы природного газа
- Внутритрубные сепараторы
- Нефтегазосепараторы НГСВ
- Трехфазный сепаратор ТФС
- Фильтр жидкостный ФЖУ
- Факельные сепараторы
- Грязевики
- Отстойники нефти и воды
- Фильтр-коалесцер для газа
- Блок коалесцирующей насадки
- Песконефтеуловитель
- Емкостное оборудование
- Емкости подземные дренажные ЕП/ЕПП
- Резервуары по объемам
- Резервуары стальные РГС
- Резервуары наземные РГСН
- Резервуары подземные РГСП
- Резервуары двустенные РГСД
- РДХ резервуар
- Аппараты емкостные цилиндрические 1, 2, 3
- Емкости c перемешивающим устройством
- Баки-мерники
- Емкости для метанола
- Емкости для серной кислоты
- Емкость для дизельного топлива
- Емкости для битума и гудрона
- Емкости для мазута
- Емкости хранения керосина
- Резервуары аммиака
- Солерастворители
- Гидрострелки
- Горизонтальные резервуары
- Башни Рожновского
- Однокамерные резервуары
- Многокамерные резервуары
- Силосы
- Наземные резервуары
- Пожарный резервуар
- Дождевые резервуары
- Резервуары для канализации
- Резервуары для ГСМ
- Резервуары для технической воды
- Резервуары для спирта
- Резервуары для масла
- Резервуары для сточных вод
- Фильтры промышленные
- Оборудование для водоподготовки
- Оборудование для химической и пищевой отрасли
- Аппараты емкостные
- Аспирационные установки
- Газозаправочные станции
- Компенсаторы
- Линзовые компенсаторы
- Разгруженные компенсаторы
- Сальниковые компенсаторы
- Сильфонные компенсаторы
- Карданные сильфонные компенсаторы
- Компенсаторы сильфонные осевые (КСО, ОПН)
- Компенсаторы сильфонные осевые в защитном кожухе (2КСО)
- Компенсаторы сильфонные стартовые (ССК)
- Компенсаторы сильфонные угловые (поворотные) (КСП)
- Сдвиговые сильфонные компенсаторы
- Универсальные сильфонные компенсаторы (КСУ)
- Оборудование для резервуаров
- Системы автономного газоснабжения
- Услуги металлообработки
Опоры резервуаров
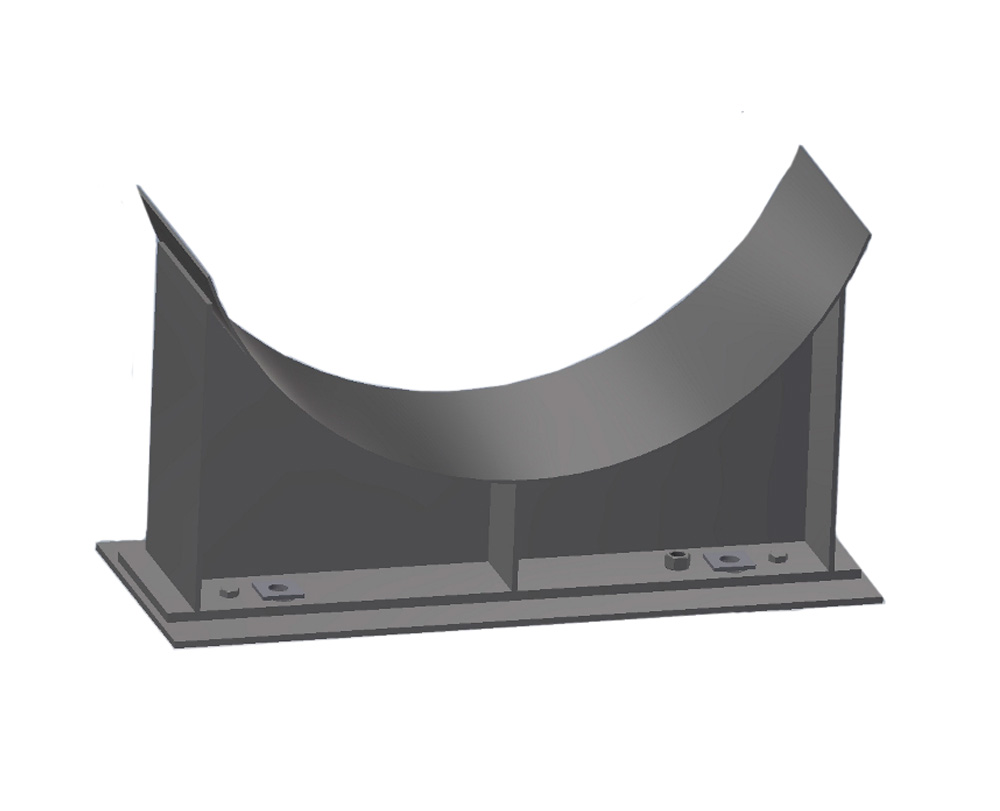
Основные характеристики
- Цена: по запросу
- Материал: 09Г2С, сталь 3, сталь 12Х18Н10Т (AISI321)
- Исполнение: по ГОСТ, индивидуально
- Сроки изготовления: от 3 дней
-
Доставка: по всей территории России и странам СНГ
ЗАВОД «ПЕНЗЭНЕРГОМАШ» производит и реализует опоры резервуаров, которые изготовлены согласно ОСТ 26-2091-93. Они предназначены для горизонтальных сосудов, емкостей и аппаратов из стали, которые используются на предприятиях нефтяной, газовой, химической и других отраслей промышленности.
Опоры по конструкции и размерам предусматриваются трех типов:
тип 1 - опоры для сосудов и аппаратов диаметром от 159 до 630 мм, который имеет два исполнения по нагрузкам:
- исполнение 1 - от 10 до 40 кН (от 1 до 4 тс),
- исполнение 2 - от 16 до 80 кН (от 1,6 до 8 тс);
тип 2 - опоры для сосудов и аппаратов диаметром от 800 до 2000 мм, который имеет три исполнения по нагрузкам:
- исполнение 1 - от 80 до 250 кН (от 8 до 25 тс),
- исполнение 2 - от 160 до 400 кН (от 16 до 40 тс),
- исполнение 3 - от 300 до 450 кН (от 30 до 45 тс);
тип 3 - опоры для сосудов и аппаратов диаметром от 2200 до 4000 мм, который имеет три исполнения по нагрузкам:
- исполнение 1 - от 250 до 630 кН (от 25 до 63 тс),
- исполнение 2 - от 500 до 1400 кН (от 50 до 140 тс),
- исполнение 3 - от 900 до 1200 кН (от 90 до 120 тс).
Опоры разделяют на типы по размерам и максимально допустимым нагрузкам. Могут быть подвижными и неподвижными. При изготовлении опор 2 и 3 типа для емкостей, вес которых не превышает 16400 кг, конструкция опор должна предусматривать наличие резьбовых втулок для установки регулировочных винтов. Если масса составляет более 16400 кг, опорные элементы производятся без резьбовых втулок.
Количество опор определяется при разработке проекта, зависит от длины и веса резервуаров и указывается в технической документации. Проверка устойчивости корпуса резервуаров в местах фиксации опорных конструкций осуществляется с помощью расчетов согласно ГОСТ 26202-84.
Для изготовления опор применяют сталь следующих марок: 09Г2С-9, 16ГС-12, 16ГС-17 и ст3пс4. При выборе учитываются показатели температуры окружающей и рабочей среды.
На ЗАВОДЕ «ПЕНЗЭНЕРГОМАШ» крупногабаритные детали опорных конструкций получают из отдельных частей с помощью сварки, обеспечивая условия для полного провара. Качество сварных швов подвергается строгому контролю в соответствии с установленными нормами и стандартами. Все поверхности, которые соприкасаются, обязательно защищают заподлицо.
При этом можно:
- Использовать для опор 1 типа плиту сварной конструкции. Причем толщина плиты и ребра должны совпадать.
- Приваривать опоры к емкостям и сосудам, диаметр которых составляет более 3200 мм, в процессе монтажа на месте установки.
В резервуарах диаметром до 3200 мм закрепление опор происходит с помощью сварки на производстве. При отдельной поставке опорных элементов и аппаратов мы проводим предварительную сборку и наносим маркировку, которая позволяет выполнять монтаж емкостного оборудования на площадке без дополнительной корректировки.
-
Каталог
- Емкости для СУГ (Газгольдеры). Резервуары СУГ
- Воздухосборники и ресиверы
-
Сепарационное оборудование
- Нефтегазосепараторы НГС
- Газосепараторы ГС
- Сепараторы СГВ
- Сепараторы СЦВ
- Сепараторы попутного газа
- Сепараторы природного газа
- Внутритрубные сепараторы
- Нефтегазосепараторы НГСВ
- Трехфазный сепаратор ТФС
- Фильтр жидкостный ФЖУ
- Факельные сепараторы
- Грязевики
- Отстойники нефти и воды
- Фильтр-коалесцер для газа
- Блок коалесцирующей насадки
- Песконефтеуловитель
-
Емкостное оборудование
- Емкости подземные дренажные ЕП/ЕПП
- Резервуары по объемам
- Резервуары стальные РГС
- Резервуары наземные РГСН
- Резервуары подземные РГСП
- Резервуары двустенные РГСД
- РДХ резервуар
- Аппараты емкостные цилиндрические 1, 2, 3
- Емкости c перемешивающим устройством
- Баки-мерники
- Емкости для метанола
- Емкости для серной кислоты
- Емкость для дизельного топлива
- Емкости для битума и гудрона
- Емкости для мазута
- Емкости хранения керосина
- Резервуары аммиака
- Солерастворители
- Гидрострелки
- Горизонтальные резервуары
- Башни Рожновского
- Однокамерные резервуары
- Многокамерные резервуары
- Силосы
- Наземные резервуары
- Пожарный резервуар
- Дождевые резервуары
- Резервуары для канализации
- Резервуары для ГСМ
- Резервуары для технической воды
- Резервуары для спирта
- Резервуары для масла
- Резервуары для сточных вод
- Фильтры промышленные
- Оборудование для водоподготовки
- Оборудование для химической и пищевой отрасли
- Аппараты емкостные
- Аспирационные установки
- Газозаправочные станции
-
Компенсаторы
- Линзовые компенсаторы
- Разгруженные компенсаторы
- Сальниковые компенсаторы
-
Сильфонные компенсаторы
- Карданные сильфонные компенсаторы
- Компенсаторы сильфонные осевые (КСО, ОПН)
- Компенсаторы сильфонные осевые в защитном кожухе (2КСО)
- Компенсаторы сильфонные стартовые (ССК)
- Компенсаторы сильфонные угловые (поворотные) (КСП)
- Сдвиговые сильфонные компенсаторы
- Универсальные сильфонные компенсаторы (КСУ)
- Оборудование для резервуаров
- Системы автономного газоснабжения
- Услуги металлообработки
- Компания
- Наши работы
- Услуги
- Полезная информация
- Клиентам
- Контакты
- Емкости для СУГ (Газгольдеры). Резервуары СУГ
- Воздухосборники и ресиверы
-
Сепарационное оборудование
- Нефтегазосепараторы НГС
- Газосепараторы ГС
- Сепараторы СГВ
- Сепараторы СЦВ
- Сепараторы попутного газа
- Сепараторы природного газа
- Внутритрубные сепараторы
- Нефтегазосепараторы НГСВ
- Трехфазный сепаратор ТФС
- Фильтр жидкостный ФЖУ
- Факельные сепараторы
- Грязевики
- Отстойники нефти и воды
- Фильтр-коалесцер для газа
- Блок коалесцирующей насадки
- Песконефтеуловитель
-
Емкостное оборудование
- Емкости подземные дренажные ЕП/ЕПП
- Резервуары по объемам
- Резервуары стальные РГС
- Резервуары наземные РГСН
- Резервуары подземные РГСП
- Резервуары двустенные РГСД
- РДХ резервуар
- Аппараты емкостные цилиндрические 1, 2, 3
- Емкости c перемешивающим устройством
- Баки-мерники
- Емкости для метанола
- Емкости для серной кислоты
- Емкость для дизельного топлива
- Емкости для битума и гудрона
- Емкости для мазута
- Емкости хранения керосина
- Резервуары аммиака
- Солерастворители
- Гидрострелки
- Горизонтальные резервуары
- Башни Рожновского
- Однокамерные резервуары
- Многокамерные резервуары
- Силосы
- Наземные резервуары
- Пожарный резервуар
- Дождевые резервуары
- Резервуары для канализации
- Резервуары для ГСМ
- Резервуары для технической воды
- Резервуары для спирта
- Резервуары для масла
- Резервуары для сточных вод
- Фильтры промышленные
- Оборудование для водоподготовки
- Оборудование для химической и пищевой отрасли
- Аппараты емкостные
- Аспирационные установки
- Газозаправочные станции
-
Компенсаторы
- Линзовые компенсаторы
- Разгруженные компенсаторы
- Сальниковые компенсаторы
-
Сильфонные компенсаторы
- Карданные сильфонные компенсаторы
- Компенсаторы сильфонные осевые (КСО, ОПН)
- Компенсаторы сильфонные осевые в защитном кожухе (2КСО)
- Компенсаторы сильфонные стартовые (ССК)
- Компенсаторы сильфонные угловые (поворотные) (КСП)
- Сдвиговые сильфонные компенсаторы
- Универсальные сильфонные компенсаторы (КСУ)
- Оборудование для резервуаров
- Системы автономного газоснабжения
- Услуги металлообработки
и наш менеджер решит вашу задачу